
Already working or still tooling?
User report
pL CNC rotary table and zero-point clamping systems
for high flexibility and short tooling times
Customers fundamentally expect high precision and quality from Swiss machining service providers. To be able to meet these expectations at marketable prices, service providers need not only machining know-how but high-performance machinery as well. Appenzell-based AITech AG reveals how, together with suppliers pL LEHMANN and Schunk, it has turned a three-axis DMG standard machining center into a «marvel» of flexibility that reduces tooling times to the absolute minimum too.
A high degree of flexibility is crucial for contract manufacturers. The same goes for AITech AG in Appenzell, Switzerland, whose customers are primarily from the aerospace, watchmaking, precision mechanics and mechanical engineering sectors. A relatively small contract manufacturer, the company can compete with the big names when it comes to certified quality. «Even though we operate with just ten employees, we are certified to ISO and meet the standard required to supply to the aircraft construction and watchmaking industries, for module assembly and for a number of other sectors,» explains Managing Director Thomas Bösch. «Not only are we able to manufacture high-quality, complex products, we can also capture and document their high precision on 3D measuring machines.»
Efficiency through multi-sided complete machining
AITech has a great deal of machining expertise within its workforce and boasts top-quality machinery for turning and milling operations. This is geared towards precision and efficiency in equal measure, «because we have to produce sophisticated parts with great efficiency at our high-wage location,» stresses Thomas Bösch. «In order to achieve high productivity,» the CEO goes on to say, «we use multi-point clamping, complete machining and automation wherever we can for milling operations.»
To that end, AITech employs two horizontal 4-axis machining centers automated with pallet systems. When, in 2020, two vertical milling machines had reached the end of their useful life and had to be replaced, Bösch wanted to see multi-point clamping and complete machining implemented here as well. He envisioned a three-axis vertical milling machine equipped with an additional rotary axis: «Because the four axes allow us to machine workpieces on five sides, and even clamp round parts and machine their lateral surface at the same time where necessary.»
So Bösch and his milling technology team decided to invest in a DMG MORI CMX 1100V. The three-axis drilling-milling center offers high stability and good accessibility thanks to its C-frame concept. The high degree of precision required is guaranteed, among other things, by a direct displacement measurement system; the positioning accuracy is 6 µm on all axes. «The large machining range is also important for us, especially the X travel of 1100 mm,» emphasizes Thomas Bösch. «Although we very rarely have workpieces that long, this allows us to set up an additional rotary table in the work area and install even more vises or special fixtures for multi-point clamping next to it,» he says, explaining his basic idea.
CNC rotary table for greater flexibility
First and foremost, the precision machinists wanted their new milling center to be completely flexibility in terms of component diversity. The idea was to reach this goal by means of an integrated CNC rotary table and flexible clamping technology. When it came to the rotary table supplier, there was only one choice for AITech – pL LEHMANN from the Swiss town of Bärau. Thomas Bösch had worked with products from this rotary table specialist in the past, experiencing only the best in terms of quality and precision. The preferred supplier for the clamping systems was Schunk. The background: AITech has always purchased its vises from Gressel AG, which has been part of Schunk GmbH & Co. KG from Lauffen, Neckar since 2014. In Switzerland, the two clamping technology specialists work closely together at the Aadorf site.
Teamwork for the optimal solution
In this project, teamwork was the key to achieving the best possible overall solution. Representatives from DMG,
pL LEHMANN and Schunk gathered at AITech to collect and evaluate ideas and ultimately develop a concept to guarantee the shortest possible tooling times and maximum flexibility.
The details were discussed there and then. The pL sales manager for Switzerland suggested the EA-520.L-M1 rotary table version, a model that perfectly matches the machine and the intended machining spectrum in terms of drive power, clamping forces and precision. The pL rotary table needed to operate as a separate axis when required, but also together with a bridge plate or a tailstock. Not a problem for pL LEHMANN. The product range includes standard additions such as rotoFIX bridge plates and the longFLEX tailstock. However, the company is also open to special requests: pL LEHMANN offered to make the tailstock movable, and did in fact do so.
For Lukas Ettemeyer, head of production and deputy managing director at AITech, the remodeled manufacturing system not only needed to be flexible, it also had to save time: «It would be difficult to reduce the machining times. But there is still potential when it comes to tooling.» The team of specialists discussed various ways of keeping the retooling times as short as possible – and found the answer in the use of various zero-point clamping systems.
Zero-point clamping systems help save tooling time
Point 1: The EA-520 pL rotary table is attached to the machine table by two Gressel gredoc zero-point clamps. If needs be, it can be completely removed in less than 15 minutes and reinstalled without lengthy calibration procedures. «This doesn’t happen too often,» admits Ettemeyer, «because we positioned it at the very edge of the table, beyond the traversing range of the X-axis. As a result, it leaves enough space for several vises or fixtures for multi-point clamping and can remain on the machine most of the time, even when it is not needed.» That said, the rotary table did have to be removed several times last year. According to Ettemeyer, this made the relatively small additional financial outlay for the zero-point clamps worthwhile.
Prepared for external automation
omationPoint 2: The vises, multi-point clamping devices, counter bearings and tailstock are also fixed to the machine table with a zero-point clamping system. The choice fell on a VERO-S eight-point clamping station from Schunk. The pneumatic system proposed by the regional sales manager of the Swiss sales office SCHUNK Intec AG appeared to be the best solution for all parties involved.
This is a spring-loaded system, opened pneumatically at an actuating pressure of 6 bar. The clamping station is suitable for holding all common clamping pallets as well as clamping devices with the associated gage. Because AITech also wanted to keep the automation facilities flexible, Schunk met the special request of controlling the chucks in pairs, as opposed to the standard version of using a single cable to control the overall system.
A perfect combination: pL rotary table and zero-point clamping
The fact that a total of two different zero-point clamping systems were selected is down to the diverse requirements to be met. The clamping of the pL LEHMANN axis on the machine table mentioned above can easily be handled by the gredoc mechanical zero-point clamping system, a system set apart by low overall dimensions, high precision and a very good price-performance ratio. Besides the gredoc double clamp for mounting on the machine table, AITech uses a single clamp of the same model for the spindle of the pL LEHMANN rotary table. With its 20 kN of pull-in force, this zero-point clamp is the perfect solutions for such applications. It allows machine operators to interchange a three-jaw chuck with the adapter flange for the rotoFIX bridge plate and vice versa in no time at all.
Successful outcome
Thomas Bösch is happy with his new production line: «You couldn’t have any more flexibility.» And he makes full use of its capability. As an example, he reports on a self-constructed fixture that he clamps directly to the fourth axis via the zero-point clamping system. Tipped with multiple edges, it machines the components overnight. The next morning, after ten hours of machining time, the machine operator removes the fixture, produces various parts on the vises during the day until he mounts the fixture again in the evening for the unmanned night shift.
«Sometimes we have to retool twice a day, depending on the order situation. That’s where the tooling advantages add up,» says the company boss happily. «We have been able to reduce the tooling times for certain components we used to produce on other machines by up to 70 percent. And, multi-point clamping offers additional time advantages due to the larger work area. In an expensive country like Switzerland, you can only survive as a contract manufacturer if you take advantage of such benefits.»
Animated graphic for flexible use of the pL rotary table

This QR code can be used to call up an animated graphic showing the flexible use of the EA-520 pL rotary table in combination with zero-point clamping systems.
Box 1
Partner for precision parts
AITech AG, Appenzell, is a renowned service provider for the machining of precise parts. Using state-of-the-art machinery, the company manufactures watch backs and casings as well as turned and milled parts for aircraft and machine construction, for pneumatics and hydraulics, for sports weapons and telecommunications. The range of services also includes surface treatment and module assembly. Thanks to the high degree of automation and the multi-shift operation of the CNC specialists, AITech guarantees short delivery times and perfect quality for small and large orders alike.
AITech AG, Industriestrasse 19, 9050 Appenzell, Switzerland
Tel.: +41 71 788 01 00, info@aitech.ch, www.aitech.ch
Box 2
The pL LEHMANN company, …
… the Swiss manufacturer of CNC rotary tables and other components for metal machining, is an experienced machine construction company, whose rotary and swivel axes have proven their worth in production for over 40 years. In addition to these products, which often make three-axis drilling and milling machines into more productive four- or five-axis machining centers, you can also find a variety of workpiece clamping systems in the product line.
Box 3
CNC rotary tables with Swiss quality
Founded in 1960 strictly as a contract manufacturer, pL LEHMANN has been developing and producing CNC rotary tables for over 40 years. With innovations and Swiss quality, the family-owned company in the Swiss town of Bärau (Emmental) succeeded in opening up new opportunities for its customers and developing lean machining solutions characterized by high productivity through use of additional NC axes. One of the highlights of the company’s history is the powerful and flexible Series 500 – developed in 2009 – which is ideal for the most demanding tasks thanks to its modular design. With the backlash-free, preloaded PGD gear unit – developed in 2014 – pL LEHMANN reached another milestone. In 2017, the company introduced, among other things, the new pL-iBox generation, making their rotary tables ready for Industry 4.0 and digital production. This was followed in 2019 by the introduction of the Series 900 DD (Direct Drive) rotary tables with speeds of up to 5,450 rpm. As an additional new product, the AM-LOCK system, a special zero-point clamping system for 3-D printing, including preprocessing and postprocessing, was presented for the first time in 2019.

EA-520 rotary table from pL LEHMANN. (Images: pL LEHMANN)

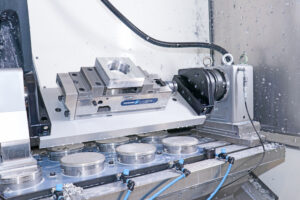
The key to high flexibility and shorter tooling times: the pL LEHMANN EA-520 CNC rotary table mounted on the far right edge of the machine table (shown here with rotoFIX bridge plate), combined with zero-point clamping systems from Schunk and Gressel.


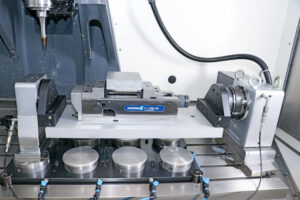
New at AITech: the DMG MORI CMX 1100V three-axis drilling-milling center, upgraded by the pL LEHMANN EA-520 CNC rotary table and a broad range of accessories (in the foreground, the movable tailstock, the adapter flange for the bridge plate, its counter bearings and the three-jaw chuck that can be mounted via the gredoc zero-point clamping system).

Thanks to the large machining range (X-travel of 1100 mm), the pneumatically releasable eight-point clamping system VERO-S from Schunk can be mounted next to the pL rotary table. This prepares the machine for robot loading.
The pL LEHMANN EA-520 CNC rotary table can be upgraded by a rotoFIX bridge plate, which in turn can be equipped with various clamping devices.

With its 20 kN of pull-in force, the gredoc zero point clamp is perfectly suited to the rotary table spindle – shown here with clamped adapter flange for the rotoFIX bridge plate. A quick changeover to the three-jaw chuck is guaranteed.

The pL rotary table EA-520.L-M1 is a perfect match for the machine in terms of drive power, clamping forces and precision. It also allows heavier machining operations.

The longFLEX tailstock supplied by pL LEHMANN is placed on the VERO-S zero-point clamping system. In order to adjust the position to the length of the component to be supported, it was designed to be movable.
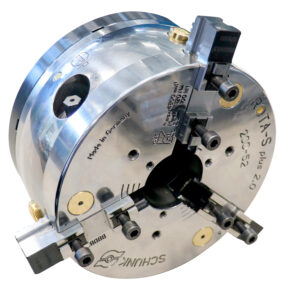
The spindle of the pL rotary table EA-520 is equipped with a gredoc zero-point clamping system, into which the three-jaw chuck shown can be inserted in the shortest possible time.